DELTA M has many customers that use our switches to determine if water is present in fuel storage tanks. Several large northern city rapid transit authorities use DELTA M switches to continuously remove water from fuel storage tanks. Two switches are mounted close to the bottom of the tank with one being slightly higher than the other. As water separates from the fuel, it settles to the bottom. When the DELTA M switch mounted higher in the tank detects water, it activates a pump which pulls the water from the bottom of the tank. When fuel reaches the switch mounted closest to the bottom of the tank, the switch senses the presence of the fuel and shuts off the pump. This allows for very inexpensive automatic control.
While a vessel or reactor is being charged, you can compare DELTA M switch point indications to any continuous unit’s output. The DELTA M switch indicating points can’t change once installed making them very reliable as backups to other forms of level measurement. Example: When charging a critical reactor, the operator or, in many cases, the control system compares our switch point indications to the output from the continuous level instrument. If they agree, charge continues. If not, the reaction is aborted and a possibly serious accident is prevented.
Oven Exhaust Monitor
Applications:
Oven Exhaust Monitor
Commercial Oven Exhaust Monitor
Commercial Oven Evacuation Flow Switch
Industrial Oven Evacuation Monitor
Industrial Oven Evacuation Flow Switch
Application Background:
Before igniting the gas in a large commercial or industrial oven a minimum of three (3) turnovers of the air in the oven is recommended in case there is an unsafe fuel leak or capture. Monitoring this air flow turnover is essential during the pre-ignition sequence. Typically a flow switch is installed in the exhaust stack to verify positive flow and turnover through the oven.
Application Solution:
There are many techniques to provide for the air flow monitoring switch. A pressure switch is probably the most common technique. However pressure switches are vulnerable to coating from the product passing through the oven and can often fail prematurely. Further pressure switches may not work in higher temperature oven applications. A thermal flow switch provides for a more reliable technique and without any moving parts.
With a single process connection into the exhaust stack (MNPT or flange), any of Delta M’s flow switch models (microtuf® or VersaSwitch®) can provide a reliable output relay contact indicator when activated by the air flow. An added feature of the VersaSwitch® is its second channel relay tripped by a failure alarm option which monitors the switch itself for proper power input, sensor and electronics status. With the failure alarm option you have assurance and confidence that the oven air flow switch is armed and ready to perform its alarm function when the time comes.
 For full details of how the Failure Alarm Option can provide a “Watchdog” feature for your oven exhaust monitoring application see Section 10.2 of the VS5100 Series manual
For full details of how the Failure Alarm Option can provide a “Watchdog” feature for your oven exhaust monitoring application see Section 10.2 of the VS5100 Series manual
[flowproducts]
Because of the reliability and durability of DELTA M switches they are ideal for these applications whether for gas or liquid service. Frequently a switch is mounted just over a rupture disk or pressure relief valve. By doing this the switch will alarm on the slightest leak notifying everyone in many cases before a full release occurs. When working with liquids, it is often best to set it up as a level switch which allows the switch to indicate a leak as soon as the liquid comes in contact with the sensor. In gas applications, it is often best to use a flow switch. With DELTA M switches, capability to indicate gas flows all the way down to .1 feet per second, the smallest leak may be detected.
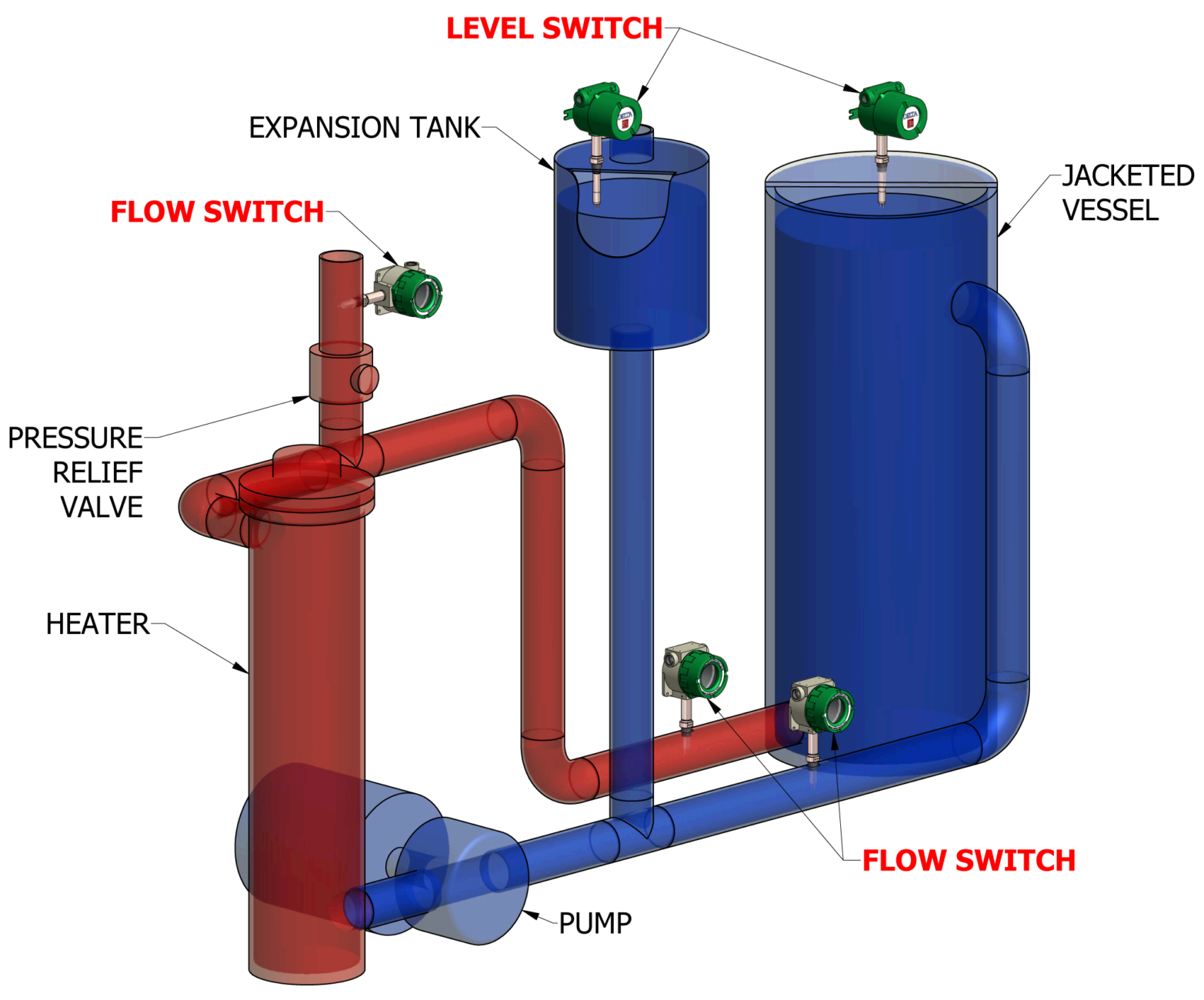
Heat Transfer Fluid Monitoring
Applications:
Heat Transfer Fluid Flow Monitor
Heat Transfer Fluid Flow Switch
Heat Transfer Fluid Level Monitor
Heat Transfer Fluid Level Switch
Heat Transfer Fluid Detection
Application Background:
Industrial processes that require super heating of a liquid product being produced typically use heat transfer fluids like Paratherm®, Therminol®, DowTherm ™, DuraTherm®, etc. These fluids can operate at temperatures exceeding 725ºF (385ºC). Monitoring the flow and level of these fluids at the higher process temperatures can be a challenge for many classical instrumentation technologies.
Application Solution:
There are many liquid flow and level monitoring technologies including: paddle/flapper types, turbine, site glass, vibrating forks, capacitance, and conductance probes. All have proven to work with varying degrees of success. Some rely on operator’s time and attention, while some have mechanical parts and are prone to wear, hang-up, and failure. Still other electronic type probes require conductive fluids or fluids of specific capacitance. Most of these classical techniques have problems at the higher operating temperatures.
A better solution for heat transfer fluid flow and level detection at a specific point in a heat transfer system is the Thermal Differential Switch. The TD switch has two thermal sensing devices (RTD’s) encased in stainless steel tips. One sensor detects the temperature of the liquid while the second has a small current applied to create a thermal differential above the liquid temperature. The differential temperature between air and liquid and liquid flowing and not flowing is different. Therefore detection of an uncovered sensor probe and a probe covered by the heat transfer fluid or detection of flow and no flow is a simple, reliable technique as a point flow or level monitor.
With a single process connection into a pipe line either through a MNPT or flange fitting, a TD probe can be strategically located to monitor for flow or level of the heat transfer fluid. When the probe detects the liquid, the TD switch activates a relay output to confirm that flow is occurring or that the fluid has reached a certain level point in a tank or vessel.
Any of the Delta M Corporation microtuf® and Versa-Switch® liquid level or flow switch product models can provide a solution in these application. Both models can be configured for process operating temperatures up to 850ºF (458ºC). The dual channel Versa-Switch® has the added feature of a second relay contact for a Failure Alarm (FA) option to watchdog the unit for power failure or interrupt, sensor failure, electronics failure, etc. This combination provides for the best security and assurance that the point level or flow switch is ready at all times to provide for the heat transfer fluid flow or level confirmation.
 For full details of how the Failure Alarm Option can provide a “Watchdog” feature for your Thermal Heat Transfer Fluid Monitoring application see Section 10.2 of the VS5100 Series manual
For full details of how the Failure Alarm Option can provide a “Watchdog” feature for your Thermal Heat Transfer Fluid Monitoring application see Section 10.2 of the VS5100 Series manual
[level_flowproducts]
Emergency Safety Shower Monitor
Applications:
Emergency Safety Shower Monitor
Emergency Safety Shower Flow Switch
Emergency Safety Shower Activation Indicator
Safety Shower in Use Detector
Eye Wash Station Monitor
Eye Wash Station Activation Indicator
Application Background:
Emergency Safety Showers are a good idea and also required in commercial and industrial operations where hazardous fluids are used or being produced. A simple shower head and a pull chain to a valve to release the water is all that is needed to provide the safety function. But there can be more to it if the victim of a leak or spill activates the shower but is need of more assistance. What is needed is an alarm or notification signal that identifies the location of the incident so that others can come rapidly to assist. In other words, the emergency safety shower should have a monitor that indicates that it is in use.
Application Solution:
There are many liquid flow monitoring technologies including: paddle/flapper types, turbine, site glass, capacitance, and conductance probes. All have proven to work with varying degrees of success. Some have mechanical parts and are prone to wear, hang-up, and failure. Still other electronic type probes require conductive fluids or fluids of specific capacitance.
A better solution for water flow detection in the emergency safety shower system is the Thermal Differential Switch. The TD switch has two thermal sensing devices (RTD’s) encased in stainless steel tips. One sensor detects the temperature of the water while the second has a very small current applied to create a thermal differential above the water temperature. The differential temperature between flow and no flow is different. Therefore detection of flow across the sensor probe and a probe without flow is a simple, reliable technique for a water flow monitor.
With a single process connection into a pipe line either through a MNPT or flange fitting, a TD probe can be strategically located to monitor for flow of the water in an emergency shower system. When the probe detects the flow of water, the TD switch activates a relay output to confirm that flow is occurring. This relay output can be tied into a local alarm horn/flashing light and also hardwired to a monitoring panel in the plant control room or safety response center.
Any of the Delta M Corporation microtuf® and Versa-Switch® liquid level product models can provide the solution in this application. The dual channel Versa-Switch® has the added feature of a second relay contact for a Failure Alarm (FA) option to watchdog the unit for power failure or interrupt, sensor failure, electronics failure, etc. This combination provides for the best security and assurance that the flow switch is ready at all times to provide for the emergency safety shower monitoring application.
 For full calibration details see Section 4.4.3 of the VS5100 Series manual
For full calibration details see Section 4.4.3 of the VS5100 Series manual
Recommended Products:
Analytical Sampling System
Flow Monitor
Applications:
Analytical Sampling System Flow Monitor
Analytical Sampling System Flow Confirmation
Analytical Sampling System Flow Switch
Application Background:
It is a common practice in any process industry to sample the product being produced and analyze it for quality assurance. Drawing a sample and taking it to an analytical lab for testing is normally the practice. Based upon the test results the process can be adjusted to keep the product within specifications. Many industries are now using on line sampling systems to monitor their product quality. Basically a sample of the product is redirected to an analytical testing cabinet where the sample is analyzed with say a gas chromatograph. It is necessary to monitor and assure a minimum flow of a liquid or a gas being sampled from a process flow stream to provide an accurate representation of the actual product.
Historically these sampling cabinets have used small diameter stainless tubing with fittings, valves, and flow switches which direct the sample flow to the analyzer and after testing, return the sample to the process. The current state of the art uses a modular manifold system based upon the NeSSI SP76 standard. The SP76 manifold uses a standard set of building block modules to replace all the SS tubing and fittings that can be a plumbing nightmare and prone to leaks. In either sampling scenario a flow switch is required to validate an acceptable flow to the analyzer.
Application Solution:
With a single process connection into the flow tube thru a TEE connection or through a mating module to the SP76 manifold, a flow switch can be installed to provide the monitoring needs. Any of the Delta M flow switch products (microtuf ® or VersaSwitch®) can be configured with TEEs or the Mating SP76 interface module.
For specifications on our SP76 products please click here [flowproducts]
Bearing Lubrication Monitor
Applications:
Bearing Lubrication Monitor
Bearing Lube Flow Monitor
Bearing Lube Temperature Monitor
Rotating Machinery Protection
Application Background:
In heavy industries utilizing large numbers of rotating machines it is imperative to monitor the lubrication of the main bearings to avoid failures that could be of a safety concern and most certainly lead to downtime and lost productivity.
Typically, lubrication oil is pumped or gravity fed through tubing to the bearings from a reservoir. In more critical applications, heat exchangers are added to keep the lube oil at the ideal temperature for maximum effectiveness. A liquid flow switch installed in the tubing assures that lubrication is moving through to the bearings. With the addition of a temperature sensor as needed you have a complete bearing lubrication monitor.
Application Solution:
There are many fluid flow switch technologies including: sight glass, paddle, flapper, rotor, conductance, capacitance, etc. All have proven to work with varying degrees of success. Some rely on operator’s attention and memory. Some have mechanical parts and prone to wear and failure. Still other electronic type probes require conducting fluids or fluids of different capacitance. Some just cannot handle the elevated temperatures of specific lubrication applications.
A better solution for bearing lubrication monitoring is the Thermal Differential Switch. The TD Switch has two thermal sensing devices (RTD’s) encased in miniature stainless steel probes. One sensor detects the temperature of the lubrication fluid while the second has a small current applied to create a thermal differential temperature above the fluid temperature. The differential temperatures created between the probe in air and the probe in a liquid is different. Therefore detection of flow or no flow or flow at some minimum flow rate set point is achieved reliably, with excellent repeatability.
With a single process connection into the lubrication tubing a TD probe can provide for the proper dispensing of lube oil to the bearing. With the dual channel VersaSwitch® product from Delta M Corporation it is easy set one switch channel for the fluid flow and the second switch channel for a maximum temperature set point. Separate relays activate depending upon whether the sensor probe is sensing no flow or flow below a minimum set point or if the temperature has exceeded a safe set point.
For more details see Section 4.4.6 of the VS5100 manual
to learn how to set the second channel of a Dual Channel Flow Switch to react to a temperature set-point.
[flowproducts]
Pump Protection
Applications:
Pump Protection
Dry Line Indicator
Dry Line Alarm
Liquid Flow Switch
Dual Channel Liquid Flow plus Dry Line Indicator
Application Background:
It is often desirable to monitor the flow of a liquid being pumped in a process. In addition to metering the fluid, a simple flow switch can provide confirmation of flow or flow at a minimum acceptable volume for proper operation. For added pump protection, a dry line detector, indicator, or alarm is an ideal feature, especially for larger, expensive pumps in critical applications.
Application Solution:
There are many liquid flow monitoring technologies including: paddle/flapper types, turbine, site glass, vibrating forks, capacitance, and conductance probes. All have proven to work with varying degrees of success. Some rely on operator’s time and attention, while some have mechanical parts and are prone to wear, hang-up, and failure. Still other electronic type probes require conductive fluids or fluids of specific capacitance. Most of these classical techniques also have problems at the higher operating temperatures.
A better solution for pump protection is the Thermal Differential Switch. The TD switch has two thermal sensing devices (RTD’s) encased in stainless steel tips. One sensor detects the temperature of the liquid while the second has a small current applied to create a thermal differential above the liquid temperature. The differential temperature between air and liquid and liquid flowing and not flowing is different. Therefore detection of an uncovered sensor probe and a probe covered by the fluid or detection of flow and no flow is a simple, reliable technique as a pump protection system.
A flow switch with dual channels has the capability of setting two discrete flow set points. Normally the first channel would be set for “no flow” or “dry line” condition and the second channel would be set for the desired flow set point or some minimum flow to prevent the pump from cavitations.
The photo shown here is of a dual channel Versa-Switch® on the suction side of a progressive cavity pump. The user is able to monitor for the presence of the fluid thus preventing a dry pump start. At the same time the second channel is used to monitor the actual fluid flow rate and alarm if the flow drops below a minimum that might cause cavitations and possible damage to the pump.
With a single process connection into the inlet flow pipe (MNPT or flange), a Dual Channel Versa-Switch® from Delta M Corporation can provide true pump protection.
 See Section 4.4.3 of the VS5100 manual
See Section 4.4.3 of the VS5100 manual
to see how dual set points can be established for your specific application.
[flowproducts]
Economical Safety Switch
Using compact design and simple installation, Microtuf® II Mass Flow Switches detect mass-flow rate of liquid or gas as well as level in all vessels. This unique technology is ideal for monitoring liquid and gas flow for minimum or no-flow conditions. Developed for custom use, this switch is capable of alarming for either high or low level in liquid storage tanks and switch on level change of 0.3 inch without concern for changing temp, density, di-electric constant or chemical composition. Microtuf® II’s sleek design is free of all moving parts that can stick, coat, or fail and buyers are provided with a worry-free two year warranty. This product is also available with a 3A1 sanitary connection.











